| 产品参数 | |
|---|---|
| 产品价格 | 电议/面议 |
| 发货期限 | 电议/面议 |
| 供货总量 | 500 |
| 运费说明 | 按距离 |
| 最小起订 | 1 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 型号 | 16*4 |
| 材质 | 15CrMo |
| 产地 | 山东 |
| 内径 | 34 |
| 连接方式 | 焊接式 |
| 涂层 | 黑管/不镀涂 |
| 截面形状 | 圆管 |


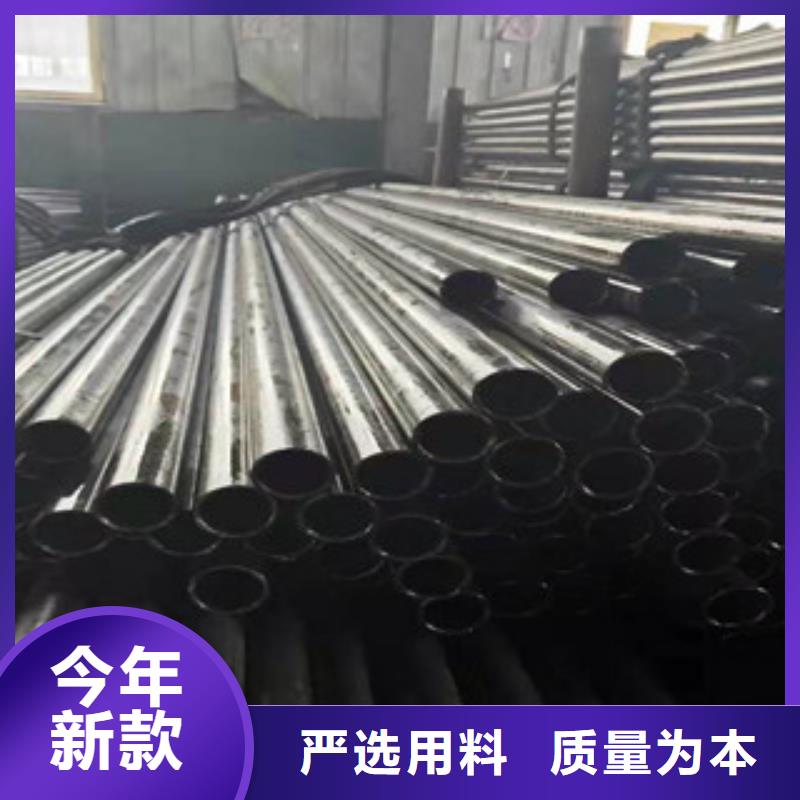
造成精密管现缺陷技术操作因精密管经过热处理后一般都会现质量缺陷,当然这和技术上操作有着很大关系,下面我们来看一下到底是什么因使得精密管现这些缺陷问题。过热从精密管粗糙上可观察到淬火后显组织过热情况。如果精密管淬火组织中现粗针状马氏体,则为淬火过热组织。形成因可是淬火加热温度过高或加热保温时间太长造成过热;也可肖巨是因始组织带状碳化物严重,在两带间低碳区形成局部马氏体针状粗大,造成局部过热。过热组织中残留奥氏体增多,尺寸稳定性下降。由于淬火组织过热,钢晶体粗大·会导致高压合金管核J性下降·抗冲击性能降低,高压合金管寿命也降低。过热严重甚至会造成淬火裂纹。淬火裂纹精密管在淬火冷却过程中因内力,瞬间超过了该位置材料抗拉强度所形成裂纹称淬火裂纹。



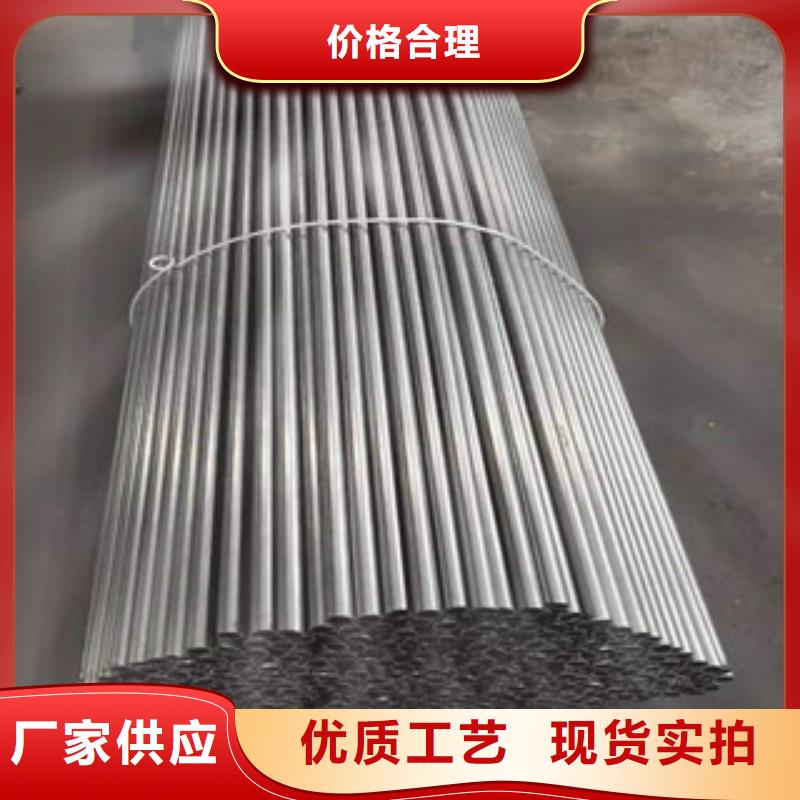
每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。精密钢管生产工艺特点:精密钢管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。精密无缝钢管机的生产效率一直是人们最为关注的问题。提高冷轧管机的生产效率就是提高冷轧精密无缝钢管机的小时产量产量A、一般用下式进行计算冷轧管机的小时.从上式可知,提高轧厚壁无缝管机产量的 个重要途径就是提高轧管机的速度。要想提高轧管速度,必须首先解决轧管机机架的惯性力和惯性扭矩的平衡方法及具体结构,各个零部件的强度和刚度以及润滑、冷却、使用寿命等问题。加大送进量,和提高延伸率人是提高轧管机产量的又一有效的措施。为此,采用环形孔型块是理想的解决方法,它既有利于加长机架行程又不过多地增加轧辊的直径。
![[未央]江泰钢材有限公司名片](http://ypmimg.ha26.com/UploadImg/2307/new_card.jpg "[未央]江泰钢材有限公司名片")